Dubbele spuitgietvorm

Kort beskrywing:
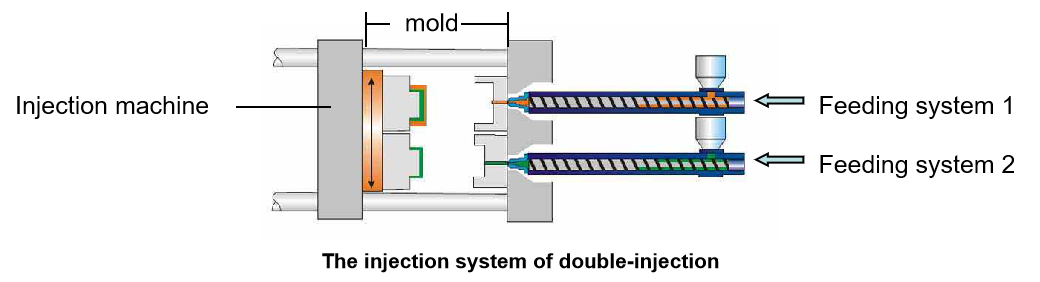
Dubbele spuitgietvorm is 'n plastiekvormproses waarin twee stelle vorms gelyktydig op dieselfde inspuitmasjien ingespuit word om een deel van twee verskillende plastiekmateriaal te vorm.
Dubbele spuitgietvorm (word ook dubbelskotvorming, tweekleurige inspuiting genoem).
Dubbele spuitgietvorm is 'n plastiekvormproses waarin twee stelle vorms gelyktydig op dieselfde inspuitmasjien ingespuit word om een deel van twee verskillende plastiekmateriaal te vorm. Soms is die twee materiale van verskillende kleure, soms is die twee materiale van verskillende hardheid en sagtheid, wat die vereiste meganiese eienskappe en estetika van die produk verkry.
Die toepassing van plastiekvorm en onderdele met dubbele inspuiting
Die plastiekonderdele wat deur dubbelspuitgiet vervaardig word, word wyd gebruik in elektroniese produkte, elektriese gereedskap, mediese produkte, huishoudelike toestelle, speelgoed en byna alle ander plastiekvelde. Die vervaardiging en vorm van dubbelkleurvorms, sowel as die navorsing en ontwikkeling van tweekleurige spuitgietmasjiene en grondstowwe vir tweekleurige spuitgietvorms, het ook vinnig ontwikkel.
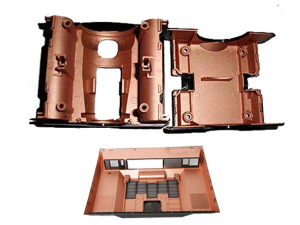
Vertoon geval van onderdele met dubbele inspuiting
Twee verskillende soorte plastiek word gebruik, en die plastiekprodukte wat duidelik tussen die twee soorte plastiek onderskei kan word, word dubbele inspuitonderdele genoem.
Wat is die voordeel van dubbele spuitgietwerk?
In vergelyking met die tradisionele spuitgietwerk, het dubbele materiaal-inspuitgietproses die volgende voordele:
1. Die binneste en buitenste lae van die dele neem verskillende materiale aan met verskillende eienskappe, soos dié met 'n goeie sterkte in die binneste laag en dié met kleur of korrel op die buitenste oppervlak, om sodoende omvattende prestasie- en voorkomseffek te verkry.
2. Materiële sagte-harde koördinasie: Die hoofdeel van 'n deel gebruik harde materiale, die oppervlak wat ooreenstem met die samestelling van elastiese sagte hars (TPU, TPE) kan 'n baie goeie verseëlingseffek op die produk speel, soos waterdig, stofbestand.
3. Volgens verskillende gebruikseienskappe, soos die oppervlaklaag van swaar dele wat sagte plastiekhars gebruik, kan die liggaam of kern van die deel harde plastiekhars of skuimplastiek die gewig verminder.
4. Lae gehalte kernmateriaal kan gebruik word om koste te verlaag.
5. Die kernmateriaal van onderdele kan duur en spesiale oppervlak-eienskappe gebruik, soos anti-elektromagnetiese steuring, hoë geleidingsvermoë en ander materiale om die prestasie van die produk te verhoog.
5. Die oppervlak of kern van onderdele kan gemaak word van duur materiale met spesiale eienskappe, soos anti-elektromagnetiese interferensie, hoë geleidingsvermoë en ander materiale om die produk se prestasie te verhoog.
6. Behoorlike vermenging van kortikale en kernmateriaal kan die oorblywende spanning verminder, die meganiese sterkte of oppervlak-eienskappe van die onderdele verhoog.
7. In vergelyking met oorvorming hou dit groot voordele in kwaliteit, koste en produktiwiteit in.
Die tekortkoming van dubbele spuitgietvorming
1. Dit is nodig om te belê in die aankoop van 'n dubbele spuitgietmasjien.
2. Die aanpassing van vorms met dubbele inspuiting vereis presisie: die agterste vorms het dieselfde vereistes. Wanneer die produk ontwerpveranderings het, moet albei vorms dieselfde veranderings aanbring om dieselfde te verseker. Dit dra werklading by tot die instandhouding van die matrijs.
3. Dubbele spuitgietmasjien is dat twee pare vorms die ruimte en krag van dieselfde spuitgietmasjien deel, sodat grootskaalse produkte nie ingespuit kan word nie.
Die verskil tussen dubbele inspuitgietproses en oorvormproses
Dubbele spuitgietvorming en oorvorming is albei sekondêre spuitgietvorms, maar dit verskil heeltemal.
1. Oormolprosesvorms, ook bekend as sekondêre gietvorms, word op gewone spuitgietmasjiene uitgevoer. Die produk word in twee fases gevorm. Nadat die produk uit een stel vorms gehaal is, word dit in 'n ander stel vorms geplaas vir die tweede vorm. Daarom word gewone spuitgietmasjien gebruik vir die oorvervaardigingsproses.
2. Dubbele spuitgietvorm is dat twee soorte plastiekmateriaal op dieselfde spuitvormmasjien ingespuit word, wat twee keer vorm, maar die produk kom net een keer uit. Oor die algemeen word hierdie soort vormproses ook spuitgietwerk met dubbele materiaal genoem, wat gewoonlik deur twee stelle vorms voltooi word en 'n spesiale vormmasjien met dubbele inspuiting benodig.
3. Dubbele inspuitvorm is 'n deurlopende produksiemetode. Dit kan nie dele en dele in die middel uithaal en bespaar nie, dit bespaar tyd en foute by die herplasing van onderdele, verminder die tempo van swak produksie aansienlik en verbeter die kwaliteit van die produk en produksiedoeltreffendheid aansienlik in vergelyking met die verwerkingsproses.
4. Oormolproses is geskik vir die vorming van produkte met lae kwaliteitsvereistes en klein bestellings. Beperk deur die spesifikasies van 'n dubbele spuitgietmasjien, is dit gewoonlik nie geskik vir die inspuiting van groter dele nie.
5. Die twee vormpies van dubbel-inspuitvorms moet identies wees, en die inkapselvorms voldoen nie aan hierdie vereiste nie. Daarom is die akkuraatheid en koste van die dubbele inspuitvorms hoër as dié van die ingekapselde spuitvorms.
Die wenke van die vormproses met dubbele inspuiting:
1. In die proses van dubbele inspuiting, is daar die vier noodsaaklike elemente: dubbel-inspuitvormmasjien, dubbele inspuitvorm, toepaslike plastiekmateriaal en redelike ontwerp van die onderdele.
2. Materiaalkeuse van sagte en harde rubber-vorming met dubbele inspuiting. Daar moet 'n sekere temperatuurverskil wees tussen die smeltpunt van twee soorte materiale vir tweekleurige spuitgietvorming. Oor die algemeen word aanbeveel dat die smeltpunt van die eerste inspuitmateriaal hoër is as die van die tweede inspuitmateriaal, en dat die smeltpunt van die eerste inspuitmateriaal hoër is as die van die tweede inspuitmateriaal.
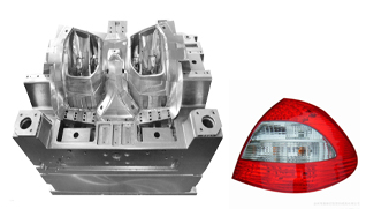
3. Inspuitingsvolgorde van deursigtige en nie-deursigtige materiale: die eerste skoot is gemaak van nie-deursigtige materiale, en die tweede skoot is gemaak van deursigtige materiale. Nie-deursigtige materiale is byvoorbeeld gewoonlik PC met 'n hoë materiaal temperatuur, en PMMA of PC word gebruik vir die tweede deursigtige materiaal. Die rekenaar moet beskerm word deur UV te bespuit. PMMA kan UV of verharding kies. As daar karakters op die oppervlak is, moet dit UV kies.
Wat is 'n dubbele inspuitvormmasjien?
Die spuitvormmasjien met twee vate en inspuitstelsel en posisie-omskakelingsmeganisme van vorm word dubbele inspuitvormmasjien genoem, wat gebruik word vir dubbelkleurige spuitvorm. Spuitgietmasjiene het gewoonlik twee soorte: parallelle spuitvormmasjien met inspuitskroef en vertikale spuitvormmasjien met inspuitskroef.

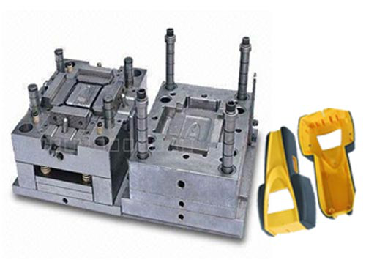
Wat is 'n vorm met 'n dubbele inspuiting?
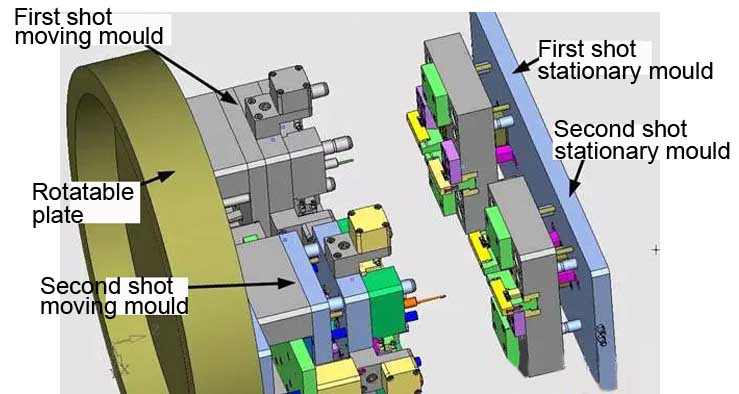
Die vorm wat twee soorte plastiek opeenvolgend inspuit en tweekleurprodukte vervaardig, word tweekleurvorm genoem. Tweekleurige spuitvorms is gewoonlik twee stelle vorms vir een deel, wat ooreenstem met die eerste en tweede skote. Die agterste sterfstuk (manlike sterfstuk) van die twee sterftes is dieselfde, maar die voorste sterfstuk (vroulike sterfstuk) is anders.
Dubbelinspuitvorms moet op 'n dubbele inspuitvormmasjien geïnstalleer word om normaal te kan produseer.
Wenke vir die ontwerp van vorms met dubbele inspuiting
1. Vormkern en holte
Die vorm van die dubbele inspuitvorm is basies dieselfde as die algemene inspuitvorm. Die verskil is dat die pons van die spuitvorm in twee posisies as dieselfde beskou moet word, en dat die konkaaf vorm goed moet saamwerk met die twee ponsies. Oor die algemeen is hierdie soort plastiekonderdele kleiner.
'N DUBBELE INSPUITINGVORM
2. Uitwerpmeganisme
Aangesien die tweekleurige plastiekonderdele eers na die tweede inspuiting gevorm kan word, sal die ontvormingsmeganisme op die primêre inspuitapparaat nie werk nie. Vir horisontale roterende inspuitmasjien kan die uitwerpmeganisme van die inspuitmasjien gebruik word vir uitwerping. Vir vertikale roterende inspuitmasjien kan die uitwerpmeganisme van die inspuitmasjien nie gebruik word nie. Hidrouliese uitwerping uitwerping uitwerping uitwerp meganisme kan op die draaitafel gestel word.
3. Hekstelsel
Omdat dit 'n dubbele spuitgietvorm is, word die hekstelsel verdeel in 'n enkele inspuitstelsel en 'n sekondêre inspuitstelsel, wat onderskeidelik uit twee spuitgietapparate bestaan.
4, Konsekwentheid van vormbasis Aangesien die dubbele inspuitvormmetode spesiaal is, moet dit saamwerk en met mekaar koördineer, sodat die grootte en akkuraatheid van die twee pare sterfgeleidingstoestelle konsekwent moet wees. Vir horisontale draaiende spuitvorms moet die sluithoogte van die vorms dieselfde wees, en die middelpunt van die twee vorms moet in dieselfde draai-radius wees, en die verskil is 180. Vir 'n vertikaal draaiende spuitvormmasjien, twee pare vorms moet op dieselfde as wees.
Ontwikkeling van dubbele spuitgietvorming
Vanuit die kenmerke en toepassings van meerkleurige spuitgiet- en dubbelmateriaal-inspuitgietwerk, kan gesien word dat daar 'n neiging sal wees om die tradisionele spuitgietproses geleidelik te vervang. Innoverende spuitgiettegnologie verbeter nie net die akkuraatheid van die spuitgietproses nie, maar open ook die veld van die spuitgietproses. Innoverende uitwerptoerusting en -prosesse is voldoende om in die toenemende vraag na gediversifiseerde produkte van hoë gehalte en waardetoevoeging te voorsien.
Mestech bied 'n dubbele inspuiting op motorhulsies, skulpe vir toerusting, luidsprekerbehuise, sleutelknoppies, handvatsels en ander tweekleurige of twee materiaalprodukte vir jare. Kontak ons indien nodig.